简约不浮华,不简单实用。我们的堆焊耐磨板【复合耐磨板】市场报价产品视频用直观的方式展现产品的实用性和价值。
以下是:江西新余堆焊耐磨板【复合耐磨板】市场报价的图文介绍
涌华金属科技(新余市分公司)秉承“质量赢得顾客,信誉创造效益,真诚为客户创造价值!”的经营理念,在竞争激烈的 堆焊耐磨板行业中与您共同发展,共谋大业!



1. 选择合适的堆焊材料:如优质的低氢堆焊材料和低氢的堆焊方法。对重要的堆焊结构,应采用超低氢、高韧性的堆焊材料,耐磨钢板、焊剂使用前应按规定烘干。
2. 焊前仔细堆焊耐磨板表面上的水、油、锈等污物,减少氢的来源,以降低焊缝中扩散氢的含量。
3. 采用低匹配的焊缝或“软层堆焊”的方法,对防止冷裂纹也是有效的。
4. 避免强力组装、防止错边、角变形等引起的附加应力,对称布置焊缝,避免焊缝密集,尽量采用对称的坡口形式并力求填充金属减少量,防止焊缝缺陷的产生



因为复合耐磨板的工艺稍稍复杂一些,所以市场价格要稍要贵一点,但是基本不会给用户带来什么阻碍。而且市场价格比较透明,所以用户选择它们的时候不会有变得担忧。它的存在主要是用于一些特殊的耐磨环境,让用户有这些需求的时候能够得到更好的满足。这很重要,也是耐磨板应该丰富的一个领域,让用户随时都能找到合适自己的选择。
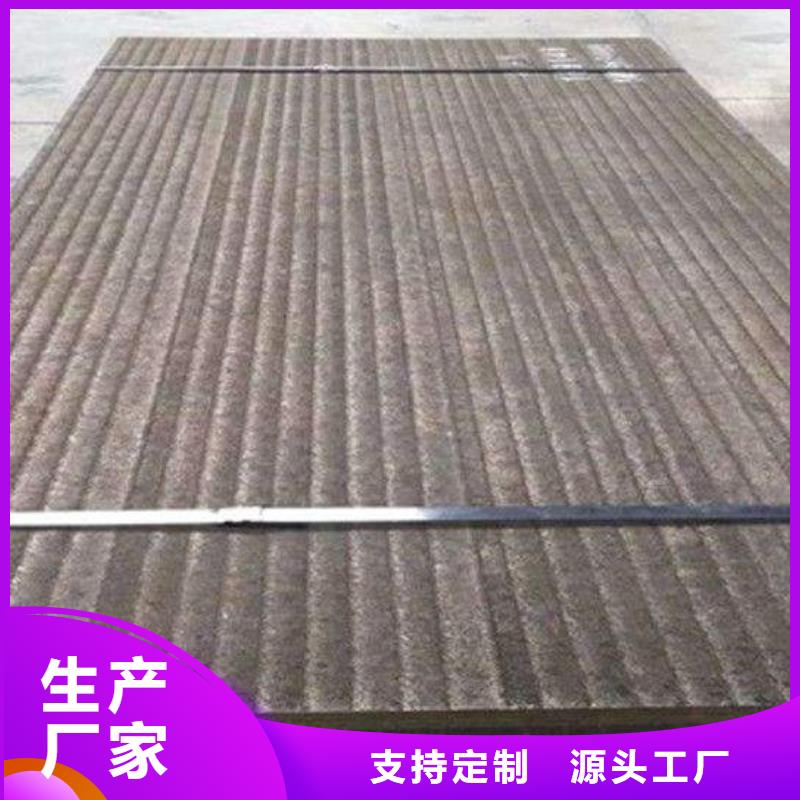
复合耐磨板,即双金属复层耐磨钢板,它是 大面积磨损工况使用的板材产品,是在普通钢板或耐热钢板、不锈钢板上堆焊形成以体积分数达到50%以上Cr7C3碳化物为主的合金耐磨层。耐磨钢板具有高耐磨性、耐冲击、可变形和可焊接等性能,可像钢板一样直接进行卷曲变形、切割和打孔等加工环节,加工成工程部件以满足磨损工矿投入使用。







 扫一扫
扫一扫