别再错过任何细节!花费一分钟观看 珩磨管源头厂家供应产品视频,让您的购买决策更加明智。
以下是:广西梧州 珩磨管源头厂家供应的图文介绍


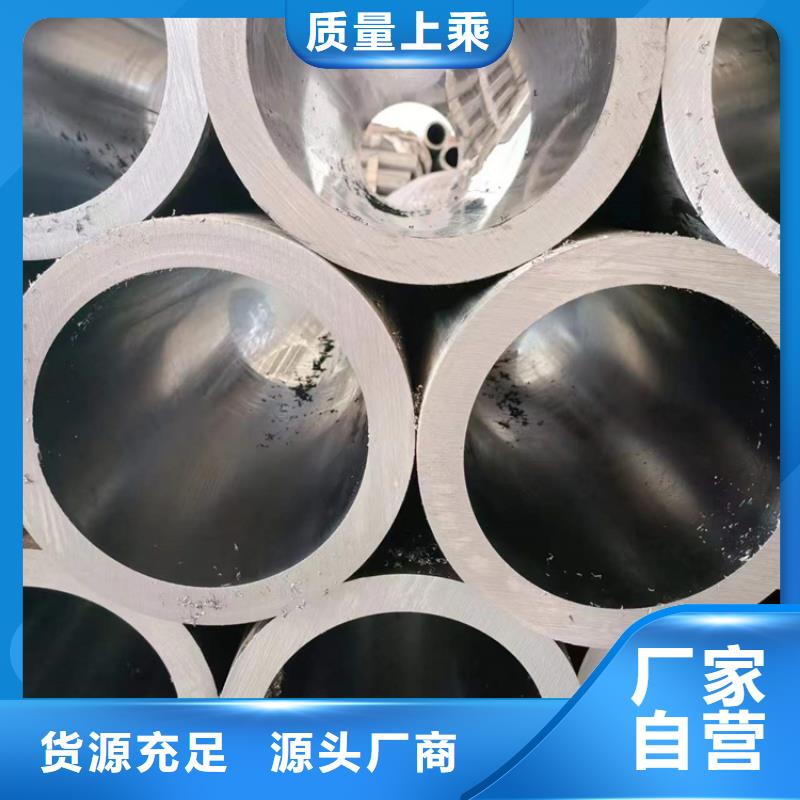
这种情况下,珩磨管就会失去原有的承载能力,发生弯曲、变形等问题,如果对此类问题不予以重视而继续使用的话,势必会造成更为严重的不良后果。所以,对珩磨管进行防火处理也是非常有必要的。方式方法有很多,比如采用采用绝热、耐火材料阻隔火焰直接灼烧珩磨管,从而降低热量的传递速度,减缓管材的局部温升和强度降低等等。借鉴这一原理,实际中用到的珩磨管防火措施也不少。主要的还是外包层的运用,就是在珩磨管表面增设外包层,可以现浇成型,也可以采用喷涂法。同时外包层也可以用珍珠岩、石棉、石膏或石棉水泥、轻混凝土做成预制钢管,采用胶粘剂、钉子、螺栓固定在钢布局上,同样能提高珩磨管的防火性。



液压机械(梧州市分公司)主打的产品【精密绗磨管】得到了国内外客户的一致好评。
液压机械(梧州市分公司)的四大特色:
1、强大的【精密绗磨管】技术团队,赋予了【精密绗磨管】产品优质与稳定;
2、丰富的经验,为客户量身定做心中理想、满意的【精密绗磨管】;
3、完善的服务体系,让客户享受到研发、销售、制造服务;
4、的售后团队服务,为客户解决【精密绗磨管】后顾之忧;


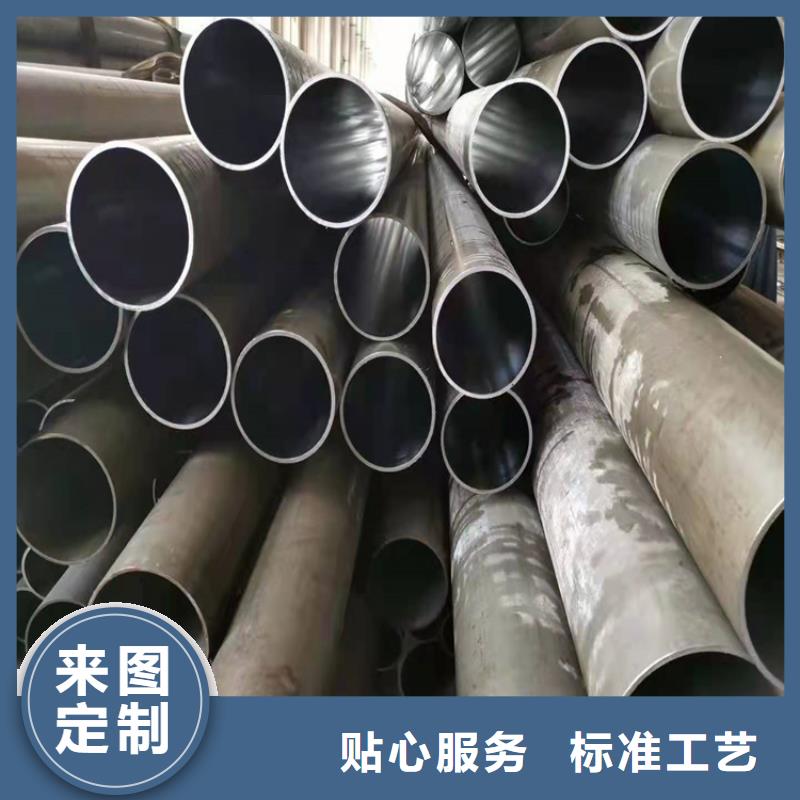
珩磨管主要应用于工程、冶金、塑料、矿山、筑路、纺织等行业。珩磨管的加工形式主要有冷轧、冷拔和珩磨通常有三种类型。今天小编主要给大家来介绍一下珩磨管与抛光管的区别。珩磨管是由一种精度高的磨削加工而成,不但用于圆孔,而且用于淬硬齿面,这也是一种抛光方法。它可以作为一个组合的磨削工具,可以安装在浮动夹具,使其可以自我调节。因此,可以减少孔的形状误差,但不能减少孔的几何误差。抛光管是使用软质的抛光轮或者是圆盘型的抛光盘,加上抛光膏,使工件经过精加工获得很高表面光洁度。然而,由于在加工过程中没有刚性基准,所以不能减少几何误差。然而,相对珩磨管而言,它可以抛光不规则表面。



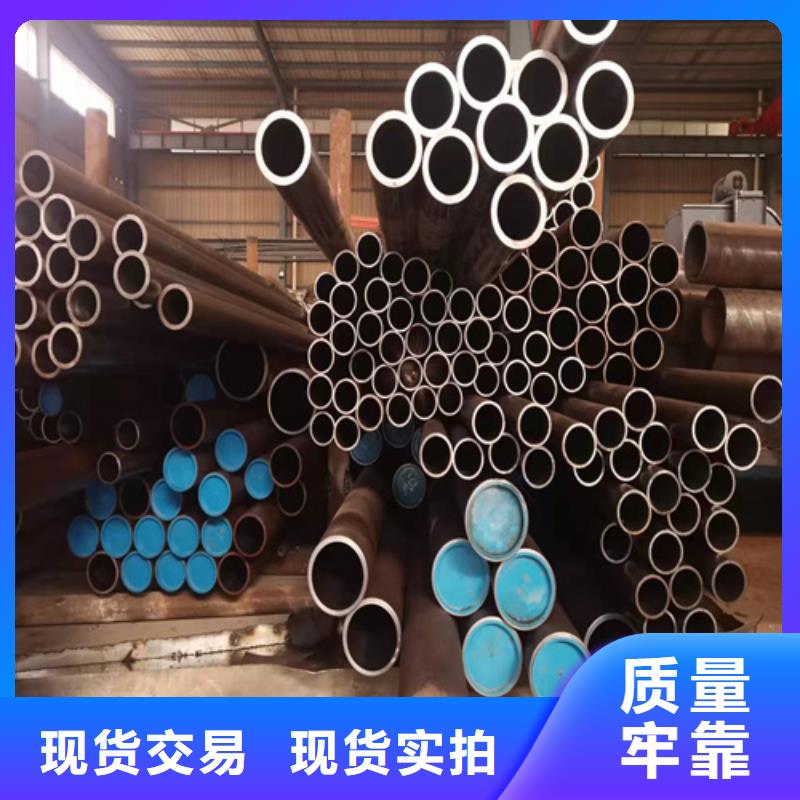
一般冷连轧板、卷均应经过连续退火(CAPL珩磨管或罩式炉退火冷作硬化及轧制应力,达到相应标准规定的力学性能指标。冷轧钢板的表面质量、外观、尺寸精度均优于热轧板,且其产品厚度右轧薄至0.18mm左右,因此深受广大用户青睐。以冷轧钢卷为基板进行产品的深加工,成为高附加值产品。如电镀锌、热镀锌、耐指纹电镀锌、彩涂钢板卷及减振复合钢板、PVC 复膜钢板等,使这些产品具有美观、高抗腐蚀等优良品质,得到了广泛应用。冷轧钢卷经退火后必须进行精整,包括切头、尾、切边、矫平、平整、重卷、或纵剪切板等。冷轧产品广泛应用于汽车制造、家电 产品、仪表开关、建筑、办公家具等行业。钢板捆包后的每包重量为3~5吨。平整分卷重一般为3~10吨/卷。钢卷内径610mm。





 扫一扫
扫一扫