我们的 焊管一站式采购商家产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:温州龙湾 焊管一站式采购商家的图文介绍


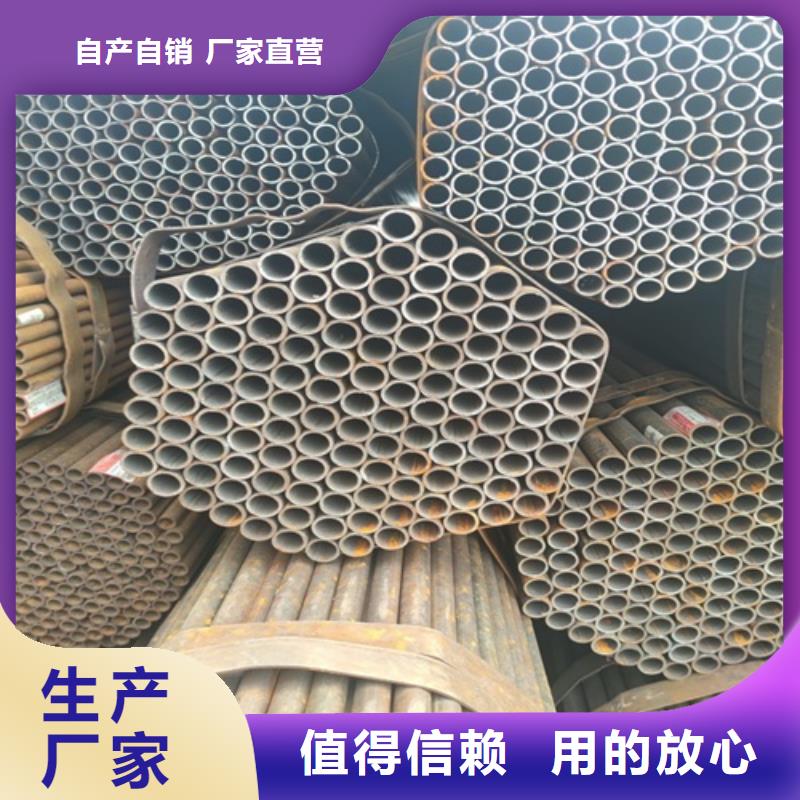
Q345E焊管国标标准 Q345E焊管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。Q345E焊管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。 较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。根据现行国标中的规格尺寸表,按外径*壁厚由小到大排序。 生产流程 Q345E焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。 直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。 补充:Q345E焊管是用带钢焊接的,所以在原来它的地位没无缝管高。 Q345E焊管工艺流程 原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。



鹏鑫钢铁(温州市龙湾区分公司)把质量作为市场致胜的法宝,制定了严格的质量把关措施,对于出现的质量问题,一查到底,一追到头,不放过一点蛛丝马迹。把珍惜质量当作珍惜自己的生命一样,从 无缝钢管原料开始,实行层层把关制, 无缝钢管产品质量多年稳定提高,不断改进。鹏鑫钢铁(温州市龙湾区分公司)以满足贵公司的需求为宗旨,不仅为您提供高品质的 无缝钢管产品,还为您提供完善的完善的服务技术支持,这有利于提高公司的产品质量,生产效率,降低生产成本。我们将不断开拓,不断创新,与各界朋友携手共进,共同发展,热忱欢迎国内外客户来函来图或亲临公司指导。


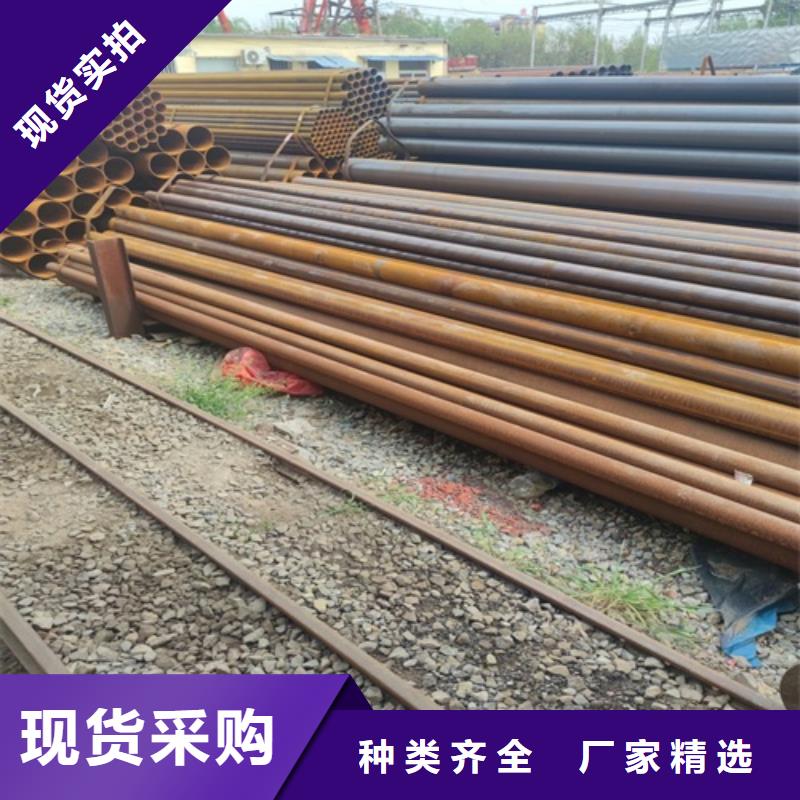
小口径焊管性能归结 小口径焊管有多种形状,是钢材经过卷制加工而成的。有许多中物质都可以制造成不同的形状,它可以在什么地方用,可以用来干什么都是取决于它的形状。大部分小口径焊管都是钢管*多,大多数为建筑管,装饰管,还有机械零件等。一般都是把钢材通过卷曲,焊接制成圆形,再把它用作于流体的运输,当然也可以运输天然气,以下是它的性能。 1、小口径焊管塑性 塑性是指金属材料在载荷作用下,产生塑性变形( 变形)而不破坏的能力。 2、小口径焊管硬度 硬度是衡量金属材料软硬程度的指针。目前生产中测定硬度方法*常用的是压入硬度法,它是用一定几何形状的压头在一定载荷下压入被测试的金属材料表面,根据被压入程度来测定其硬度值。 常用的方法有布氏硬度(HB)、洛氏硬度(HRA、HRB、HRC)和维氏硬度(HV)等方法。 3、小口径焊管疲劳 强度、塑性、硬度都是金属在静载荷作用下的机械性能指针。实际上,许多机器零件都是在循环载荷下工作的,在这种条件下零件会产生疲劳。途还需有其他截面形状的异型钢管。 小口径焊管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2等。低压流体输送用焊接钢管除直接用于输送流体外,还大量用作低压流体输送用镀锌焊接钢管的原管。普通碳素钢电线套管(GB3640-88)是工业与民用建筑、安装机器设备等电气安装工程中用于保护电线的钢管。直缝电焊钢管(YB242-63)是焊缝与钢管纵向平行的钢管。通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。 低压流体输送用镀锌焊接钢管(GB/T3091-1993)也称镀锌电焊钢管,俗称小口径焊管。是用于输送水、煤气、空气油及取暖蒸汽、暖水等一般较低压力流体或其他用途的热浸镀锌焊接(炉焊或电焊)钢管。小口径焊管管接壁厚分为普通镀锌钢管和加厚镀锌钢管;接管端形式分为不带螺纹镀锌钢管和带螺纹镀锌钢管。 小口径焊管的各个性能来看,它比其它的钢管要好得多,它的硬度也高得多。所以小口径焊管被用在液体运输和建筑上是再好不过的选择,希望以后的小口径焊管会越来越好。



Q345C焊管回火的种类 (一)低温回火(150-250度) 低温回火所得组织为回火马氏体。其目的是在保持淬火Q345C焊管的高硬度和高耐磨性的前提下,降低其淬火内应力和脆性,以免使用时崩裂或过早损坏。它主要用于各种高碳的切削刃具,量具,冷冲模具,滚动轴承以及渗碳件等,回火后硬度一般为HRC58-64。 (二)中温回火(250-500度) 中温回火所得组织为回火屈氏体。其目的是获得Q345C焊管高的屈服强度,弹性极限和较高的韧性。因此,它主要用于各种弹簧和热作模具的处理,回火后硬度一般为HRC35-50。 (三)高温回火(500-650度) 高温回火所得组织为回火索氏体。习惯上将淬火加高温回火相结合的热处理称为调质处理,其目的是获得强度,硬度和塑性,韧性都较好的综合机械性能。





 扫一扫
扫一扫