准备好领略防撞护栏源厂定制产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。
以下是:沧州海兴防撞护栏源厂定制的图文介绍



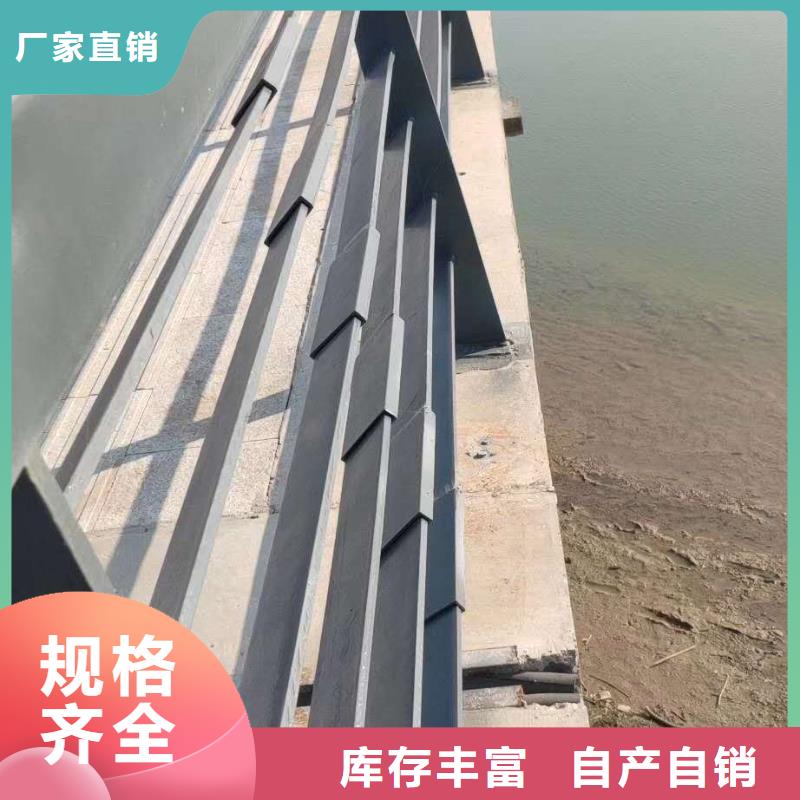
内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。



立佳金属制品(沧州市海兴县分公司)推行科学的企业管理,并注重实践、不断探索。通过科学细致的管理,我们j i大降低了 【中央分隔栏】生产成本,为客户带来了实惠;注重实践,使我们从生产管理到施工队伍,培养了一批技术过硬、经验丰富的技术人员;不断探索,使我们把行业发展使命与企业发展相结合,并与各专业机构及高等院校的专家密切合作,进行品质的升级及 【中央分隔栏】产品的更新,不断地追求顾客的满意。


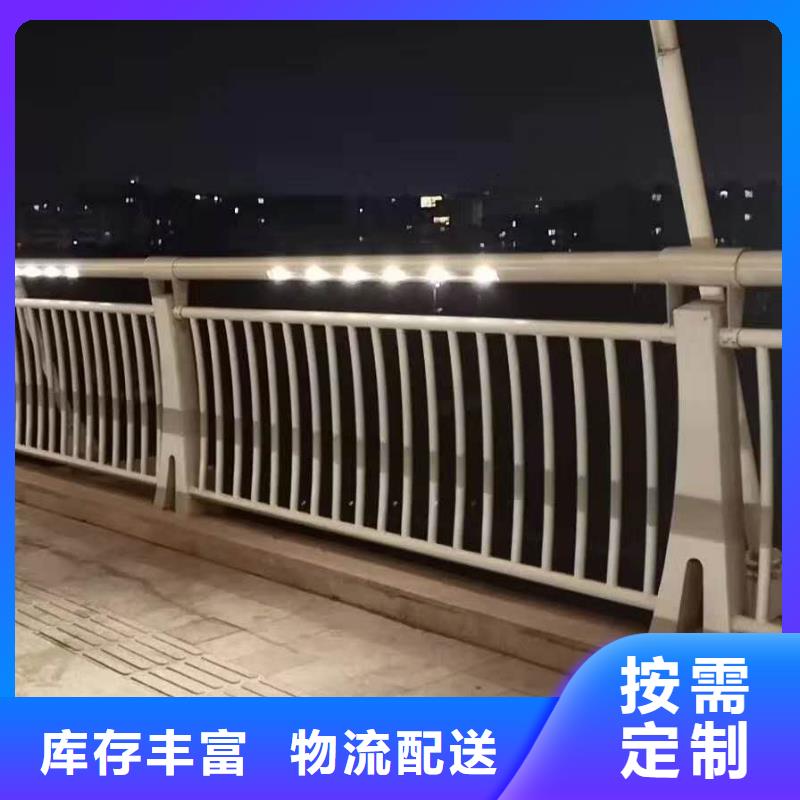
立柱安装应与设计图纸相符。并与道路线形相协调,立柱应牢固地埋入土中,达到设计深度,并与路面垂直如打入困难时,可采用钻孔法或开挖法安装立柱。当采用钻孔法进行立柱安装时,立柱定位后应与路基相同的材料回填,并分层夯填密实,使其具有不低于相邻原状土的密实度。当采用开挖法施工,埋设立柱时,回填料应采用良好的相同材料并分层夯实(每层厚不得超过15cm),回填土的压实度不应小于相邻原状土。岩石中的柱桩应用粒料回填并夯实。考虑到护栏结构对景观及驾驶员的视线诱导的影响,立柱安装就位后,应立即进行垂直度、位置、标高的检查。垂直度检查采用靠尺逐根检查。位置检查、间距检查直线采用钢尺检测,曲线段采用偏角法使用经纬仪检测;横向位置检查采用尺量道路中心线与立柱横向间距。 标高检查,以路缘石内侧路面为基准,采用自制模或水准仪逐根检查。其水平方向和竖直方向应形成顺畅的线形。渐变段及端部立柱的安装为施工时需重点注意的部位,施工中应严格控制立柱位置、高度、注意抛物线形。环保限产制约部分高炉生产,导致原料资源紧俏,厂家直发整体成交尚可均可加价10-20元,资源成交不理想,价格表现不一,低价资源出货为主。盘面整体弱势震荡,但是原料坯厂家挺价意愿较强,盼涨心态浓郁,叠加成本面矿价有力支撑,价格居高不下。数据方面,据统计唐山钢坯总库存40.55万吨,较上周下降4.16万吨,库存走低。碍于下游成品材方面跟进逐渐乏力,防撞护栏立柱整体需求平平,高位资源受阻,加之梅雨高温等天气因素抑制下游出货进度,商家操作较谨慎,多按需采购为主,心态较为弱化,目前防撞护栏立柱市场喜忧参半,涨跌两难境地。



内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。




 扫一扫
扫一扫